欢迎访问
聊城市乾亿金属制品有限公司
网站
聊城市乾亿金属制品有限公司
主营: q345b无缝钢管 q345d无缝钢管 q355无缝钢管
咨询热线电话
主营: q345b无缝钢管 q345d无缝钢管 q355无缝钢管
咨询热线电话
 2022-07-21 09:05:41
2022-07-21 09:05:41
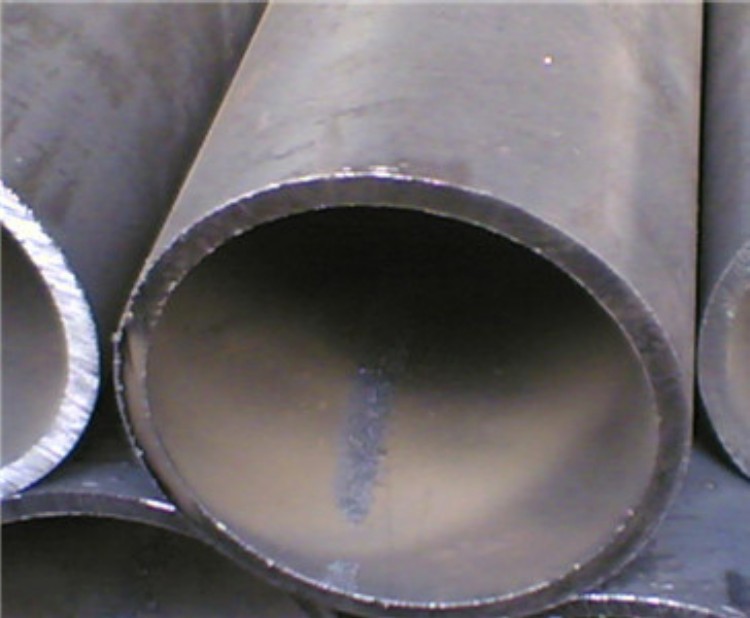
1.q355无缝钢管轧制温度的影响。轧制温度高、轧制压力小和顶头磨损小,从而内直道缺陷也减少。但轧制温度太高,顶头表面容易烧化而粘金属和铁皮厚壁钢管,促使内直道缺陷增加q345b无缝钢管。一般q355无缝钢管轧制温度在1050摄氏度左右为好。
2.变形量的影响。一般变形量大,内直道缺陷增多。当总延伸系数一定时,加大道次延伸系数,减小第二道延伸系数,可以减小内直道缺陷。因此,第二道变形可以消除道变形时产生的内直道;但在辊缝处的直道不能消除,因为在这里顶头不和金属接触q345d无缝钢管。
3.润滑剂的影响。为了减小q355无缝钢管与顶头之间的摩擦系数,在送入轧管机之前向毛管内撒入润滑剂,可以减小q355无缝钢管内直道缺陷。当不用润滑剂时,缺陷的数量和深度都会增加。
4.顶头的形状。使用球形顶头可减小内直道缺陷,这是因为球顶头加工面多,减壁区窄,轧制力小,顶头上不易粘金属和铁皮。
5.轧制的q355无缝钢管钢种。变形抗力高的钢种,由于轧制压力大,易造成内直道缺陷。
6.顶头的表面状态。主要决定于热处理,顶头表面应有一定的硬度和无裂纹。


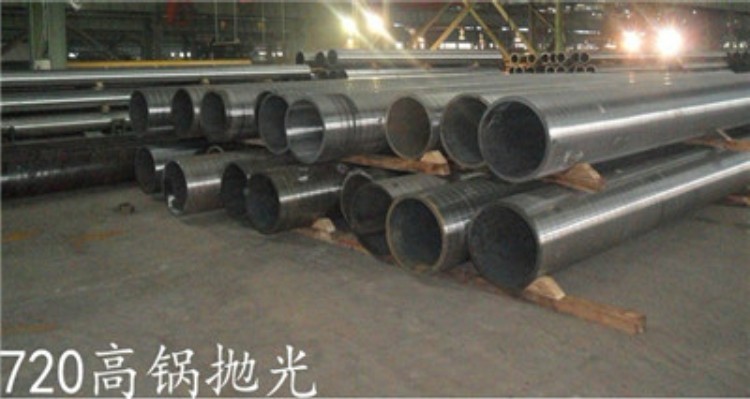
q355无缝钢管冷却方式随其材质而异。对于大多数钢种采用自然冷却即可达到要求。对某些特殊用途的q355无缝钢管,为了保证其要求的组织状态和物理、机械性能,必须有一定冷却方式和冷却制度。例如,q355无缝钢管,需要在一定温度下终轧,然后用水急冷以进行固溶处理,再送入冷床进行自然冷却;
q355无缝钢管为使其具有片状珠光体组织和防止网状碳化物析出,以利于以后的球化退火工序的进行,应控制在850摄氏度以上终轧,然后以50-70摄氏度/分的速度进行快冷,故需在冷床上采用吹风或喷雾进行强迫冷却。


今天主要给大家介绍q355无缝钢管的机械性能试验方法,主要分为两种:一是拉伸试验,二是硬度试验。
通常只测定拉伸强度的机械性能或更多,如屈服强度、延伸率和断面收缩率。拉伸试验是金属材料的试验方法,几乎所有的金属材料,只要所需要的机械性能,提供了用于拉伸试验的基本机械特性。尤其是那些不容易成型材料硬度试验,拉伸试验作为机械性能测试的手段。
硬度试验是按照缓慢压入试样的表面规定的条件的刚性压头硬度计,然后测试压痕深度或尺寸,以确定该材料的硬度的大小。硬度试验是测试材料机械性能简单迅速和实施的方法。非破坏性的硬度测试在硬度和拉伸强度值之间的关系方面是相似的值,该材料的硬度值可被转换成的拉伸强度具有很大的实用意义。
另外,由于拉伸试验不容易测试和转换的硬度强度的便利,尤其是由于制造技术硬度的不断进步和,一些原来不能直接测试材料的硬度,如q355无缝钢管、不锈钢板、不锈钢带等,现在可以直接测试的硬度。因此,硬度试验正在逐渐取代拉伸试验的趋势。



q355无缝钢管理化性能检验:
①拉伸试验:测应力和变形,判定材料的强度(YS、TS)和塑性指标(A、Z)
纵向,横向试样 管段、弧型、圆形试样(¢10、¢12.5)
小口径、薄壁 大口径、厚壁 定标距。
备注:试样断后伸长率与试样尺寸有关 GB/T 1760
②冲击试验:CVN、缺口C型、V型、功J 值J/cm2
标准试样10×10×55(mm) 非标试样5×10×55(mm)
③硬度试验:布氏硬度HB、洛氏硬度HRC、维氏硬度HV等
④液压试验:试验压力、稳压时间、 p=2Sδ/D
q355无缝钢管工艺性能检验:
①压扁试验:圆形试样 C形试样(S/D>0.15) H=(1+2)S/(∝+S/D)
L=40——100mm 单位长度变形系数=0.07——0.08
②环拉试验:L=15mm 无裂纹为合格
③扩口和卷边试验:顶心锥度为30°、40°、60°
④弯曲试验:可代替压扁试验(对大口径管而言)


q355无缝钢管用途很广泛。一般用途的q355无缝钢管由普通的碳素结构钢、低合金结构钢或合金结构钢轧制,产量多,主要用作输送流体的管道或结构零件。下面小编给大家介绍一下q355无缝钢管的碱性烤蓝工艺流程:
1、配方:NaNO3 50~100克NaOH600~700克NaN100~200克水1000克
2、制法:按配方计量后,在搅拌条件下,依次把各料加入其中,溶解,混合均匀即可。
3、说明:
(1)金属表面务必洗净和干燥以后,才能进行“发蓝”处理。
(2)金属器件进行“发蓝”处理条件与金属中的含碳量有关,“发蓝”药液温度及金属器件在其中的处理时间可参考下表。金属中含碳量%工作温度(℃)处理时间(分)开始终止>0.7135-13714310-300.5-0.7135-14015030-50<0.4142-145153-15540-60合金钢142-145153-15560-90。
(3)每隔一星期左右按期分析溶液中NaNO3、NaNO?和NaOH的含量,以便及时补充有关成分,一般使用半年后就应更换全部溶液。
(4)金属“发蓝”处理后,要好用热肥皂水漂洗数分钟,再用冷水冲洗。然后,再用热水冲洗,吹干。



邓庆华

0635-8590007

13506357000

1169386867

1169386867@qq.com

山东省聊城市开发区汪庄工业园

