欢迎访问
聊城市乾亿金属制品有限公司
网站
聊城市乾亿金属制品有限公司
主营: q345b无缝钢管 q345d无缝钢管 q355无缝钢管
咨询热线电话
主营: q345b无缝钢管 q345d无缝钢管 q355无缝钢管
咨询热线电话
 2021-11-02 09:06:25
2021-11-02 09:06:25
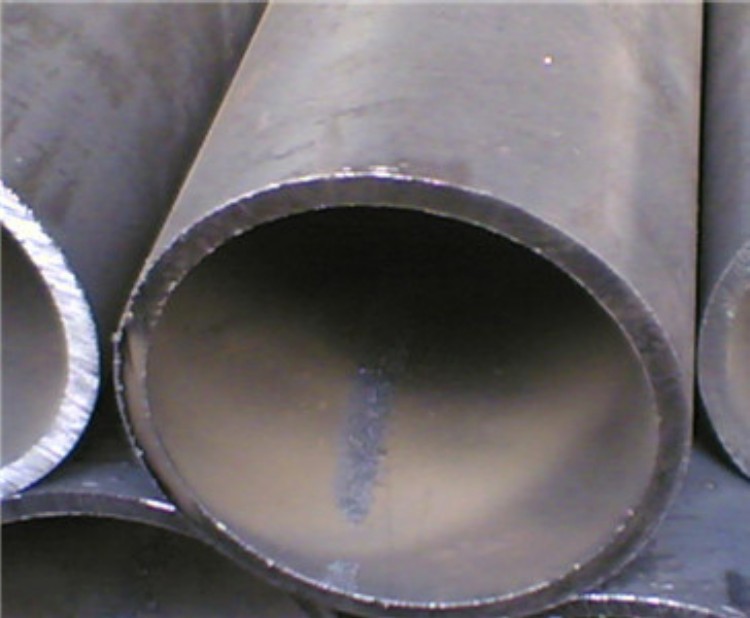
1.q345d无缝钢管管料或中间管的质量不好,包括几何尺寸不符合要求,纵向和横向壁厚不均严重,弯曲度和椭圆度过大,化学成分不合,力学性能不合或不均等;
2.没有遵守拔制q345d无缝钢管前各准备工序的操作规程。主要的是锤头工艺不正确、化学处理和热处理操作不当、管端有毛刺、修磨质量不高、在运输过程中产生缺陷等;
3.没有遵守拔管过程的操作规程。表现在q345d无缝钢管中心线和拔制不一致、拔管模安装不正、开拔速度太快、工具选配不当、芯棒拉杆的直径过大或过小、变形量太大、芯棒送进不及时等;
4.拔管模和芯棒的质量不好q355b无缝钢管,包括光洁度差、硬度和强度低、尺寸不合、硬质合金模的镶装不正确等;
5.拔管机失修q345b无缝钢管。如拔管小车倾斜、模座或拔管模本身在中心架上安装不正等。


加速和强化q345d无缝钢管拔制过程,改善管料准备质量和改进中间工序的方法,是简化q345d无缝钢管冷拔工艺过程,夺取“高产、、多品种、低消耗”的关键。下面就这方面的主要经验和探索工作分别加以叙述。
1.锤头工艺
改为热轧头或余热锤头。这样可省去锤头前的加热,节约燃料和节省劳力,可缩短q345d无缝钢管生产周期。
2.润滑工艺
q345d无缝钢管冷拔生产中,润滑工艺是直接影响到产量、质量、消耗和劳动条件的重要因素。
3.拔制工艺
目前,在短芯棒拔制和无芯棒拔制中,使用两种类型的模具,即在短芯棒拔制时用锥形外模和柱形芯棒或弧形外模锥形芯棒。



目前国内对于q345d无缝钢管执行的标准一共有近50项,准确来说是47项q355无缝钢管,像GB 8162-2013(结构用无缝管)及GB 6479-2013(高压化肥设备用无缝管)这样的GB执行标准有25项,而特殊用途的则有19项,下面主要列举一些常用的q345d无缝钢管标准。
结构用无缝管(GB/T8162-2008)
流体输送用无缝管(GB/T8163-2008)
低中压锅炉用无缝管(GB3087-2008)
高压锅炉用无缝管(GB5310-2008)
化肥设备用高压无缝管(GB6479-2000)
石油裂化用无缝管(GB9948-2006)
地质钻探用钢管(YB235-70)
金刚石岩芯钻探用无缝管(GB3423-82)
石油钻探管(YB528-65)
船舶用碳钢无缝管(GB5312-85)
汽车半轴套管用无缝管(GB3088-82)
柴油机用高压油管(GB3093-86)
液压和气动缸筒用精密内径无缝管(GB8713-88)
冷拔或冷轧精密无缝管(GB3639-83)
结构用不锈钢无缝管(GB/T14975-2002)
流体输送用不锈钢无缝管(GB/T14976-2002)
低温管道用无缝管(GB/T18984-2003)



q345d无缝钢管的高温回火脆性的本质,普遍认为是磷、锡、锑等杂质元素在原奥氏体晶界偏聚,导致晶界脆化的结果。而锰、镍、铬等合金元素与上述杂质元素在晶界发生共偏聚,促进杂质元素的富集而加剧脆化。而钼则相反,与磷等杂质元素有强的相互作用,可使在晶内产生沉淀相并阻碍磷的晶界偏聚,可减轻高温回火脆性稀土元素也有与钼类似的作用。钛更有效地促进磷等杂质元素在晶内沉淀,从而减弱杂质元素的晶界偏聚减缓了高温回火脆性。
1、在高温回火后用油冷或水快速冷却以抑制杂质元素在晶界偏聚;
2、采用含钼q345d无缝钢管种,当钢中钼含量增加到0.7%时,则高温回火脆化倾向降低,超过此限q345d无缝钢管中形成富钼的特殊碳化物,基体中钼含量降低,q345d无缝钢管的脆化倾向反而增加;
3、降低q345d无缝钢管中杂质元素的含量;
4、长期在高温回火脆化区工作的部件,单加钼也难以防止脆化,只有降低q345d无缝钢管中杂质元素含量,提高q345d无缝钢管的纯净度,并辅之以铝和稀土元素的复合合金化,才能有效地防止高温回火脆性。

q345d无缝钢管制造过程中,从制造材料、工艺、焊接、无损检测、计量、工装等环节对q345d无缝钢管制造生产过程进行质量监控,那么在组装时,如何保证q345d无缝钢管的平整度及整体偏差呢?下面小编为大家分析一下。
1、弯管组装:弯管是特殊管节,其外形尺寸误差过大将给安装带来一定的困难,因此要求整体组装。
2、改进焊接工艺:采取小范围焊接,特别是头一层的焊接,增加焊接层次,以此减少焊接变形量,减少q345d无缝钢管外形尺寸的偏差。
3、直管对接方法:在滚焊台车上,先整体调整间隙、错牙,进行整体尺寸检查,检验合格后整体一次点焊。
4、改进坡口设计:采用不对称的X形坡口,不留间隙,内缝焊接完毕后,用碳弧气刨清根,使内外两面焊缝的实际面积接近相等,有利于减少变形及降低残余应力。



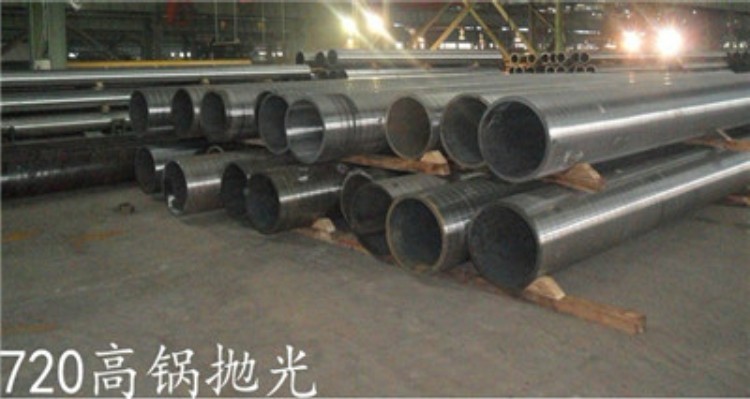
q345d无缝钢管用途很广泛。一般用途的q345d无缝钢管由普通的碳素结构钢、低合金结构钢或合金结构钢轧制,产量多,主要用作输送流体的管道或结构零件。下面小编给大家介绍一下q345d无缝钢管的碱性烤蓝工艺流程:
1、配方:NaNO3 50~100克NaOH600~700克NaN100~200克水1000克
2、制法:按配方计量后,在搅拌条件下,依次把各料加入其中,溶解,混合均匀即可。
3、说明:
(1)金属表面务必洗净和干燥以后,才能进行“发蓝”处理。
(2)金属器件进行“发蓝”处理条件与金属中的含碳量有关,“发蓝”药液温度及金属器件在其中的处理时间可参考下表。金属中含碳量%工作温度(℃)处理时间(分)开始终止>0.7135-13714310-300.5-0.7135-14015030-50<0.4142-145153-15540-60合金钢142-145153-15560-90。
(3)每隔一星期左右按期分析溶液中NaNO3、NaNO?和NaOH的含量,以便及时补充有关成分,一般使用半年后就应更换全部溶液。
(4)金属“发蓝”处理后,要好用热肥皂水漂洗数分钟,再用冷水冲洗。然后,再用热水冲洗,吹干。


邓庆华

0635-8590007

13506357000

1169386867

1169386867@qq.com

山东省聊城市开发区汪庄工业园

